Gli oli e lubrificanti utilizzati nell’industria costituiscono una potenziale minaccia per l’ambiente e una fonte di inquinamento da non sottovalutare.
La dispersione accidentale del lubrificante – per non parlare dello sversamento volontario nell’ambiente che costituisce vero e proprio reato – può provocare danni a fauna e flora, immettersi nella catena alimentare e arrivare a compromettere la salute dell’uomo.
La natura e l’uomo, con le sue attività produttive, sono collegati in un cerchio senza soluzione di continuità. Per questo è essenziale prestare attenzione alla sostenibilità della produzione dal punto di vista ambientale, anche in ottica di prevenzione.
I lubrificanti biodegradabili rappresentano uno dei materiali di consumo che le aziende di diversi settori possono utilizzare per rendere le attività produttive più sicure, rispettose dell’ambiente e della salute, ma anche per ottimizzare la produzione e ridurre i costi.
Gli oli lubrificanti biodegradabili non sono però tutti uguali. È importante conoscere le classificazioni e le caratteristiche principali di ognuno.
Normativa e classificazione degli oli biodegradabili
La normativa di riferimento per quanto riguarda la compatibilità ambientale dei lubrificanti è la normativa ISO 15380:2016, la quale specifica i requisiti dei fluidi idraulici accettabili dal punto di vista ambientale. La norma si rivolge ai sistemi idraulici, in particolare ai sistemi di alimentazione del fluido idraulico, ed ha lo scopo di fornire una guida per i fornitori e gli utilizzatori di fluidi idraulici sostenibili dal punto di vista ambientale.
Secondo questa normativa, gli oli biodegradabili sono classificabili come segue:
| SIGLA | DENOMINAZIONE ESTESA | TIPOLOGIA |
| HETG | Hydraulic Oil Environmental TryGlycerid | = oli di derivazione vegetale |
| HEPG | Hydraulic Oil Environmental PolyGlycol | = oli base poliglicole |
| HEES | Hydraulic Oil Environmental Ester Synthetic | = oli base esteri sintetici |
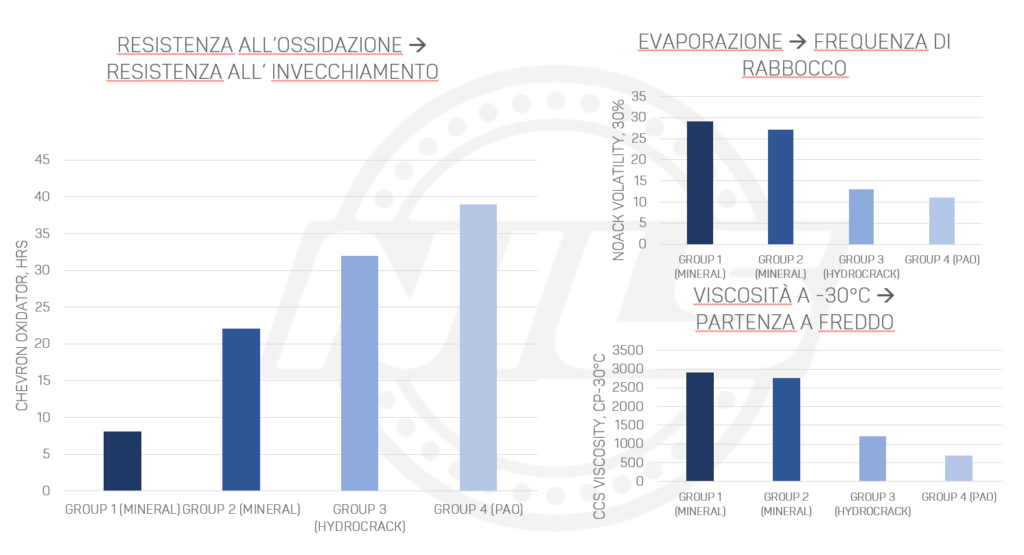
| HEPR | Hydraulic Oil Environmental Polyalphaolefine and Related Products | = oli base polialfaolefine (PAO) e idrocarburi simili |
Gli oli biodegradabili attualmente più utilizzati sono esteri, sia vegetali che sintetici.
Sugli esteri, un importante fattore che incide a livello di stabilità termica, di ossidazione e idrolitica è la saturazione: gli oli HEPG sono sempre insaturi, mente in quelli HEES dipende se sono:
- Esteri oleochimici: derivazione vegetale con trattamenti di distillazione, frazionamento e idrogenazione, parzialmente insaturo;
- Esteri petrolchimici: derivazione completamente sintetica con processi petrolchimici, completamente saturo.
Esiste un unico parametro chimico analizzabile, utile per discriminare tra esteri saturi,
parzialmente saturi e insaturi: il numero di iodio. Tanto più è basso, tanto minore è il numero di insaturazioni.
| ESTERE VEGETALE | ESTERE SINT. INSATURO | ESTERE SINT.SATURO |
| 100-120 | 70-80 | 1-2 |
Certificazione come Ecolabel o la stessa ISO 15380 non distinguono tra estere sintetico insaturo e saturo perché i test non prevedono il controllo della qualità del prodotto, ma analizzano solamente la biodegradabilità dello stesso.
Le principali certificazioni dei lubrificanti biodegradabili
Le certificazioni e test di biodegradabilità su lubrificanti di riferimento sono:
- OECD – Organization for Economic Co-operation and Development
- CEC – Commission for Environmental Cooperation
- Eco Label
- Blauer Engel
Lubrificanti biodegradabili: le soluzioni Nils per una lubrificazione rispettosa dell’ambiente
Grazie al nostro laboratorio analisi di ricerca e sviluppo interno, da tempo abbiamo incluso nel nostro catalogo prodotti una gamma di lubrificanti biodegradabili certificati per diversi settori e industrie:
- lubrificanti biodegradabili per l’agricoltura;
- lubrificanti food-grade per l’industria alimentare e farmaceutica;
- lubrificanti biodegradabili per impianti idraulici di veicoli e macchinari che operano in situazioni di ambiente naturale protetto e a rischio ambientale (battipista, escavatori, ecc);
- soluzioni per la lubrificazione degli impianti di produzione energetica e del settore ambientale come gli impianti per il trattamento delle acque e dei rifiuti.
Tutti i lubrificanti Nils rientrano nei requisiti di biodegradabilità e tossicità imposti dalle normative e sono formulati per essere eco-compatibili e performanti, perché il rispetto dell’ambiente vada di pari passo con produttività ed efficienza.
Scopri la gamma di lubrificanti biodegradabili Nils all’interno del nostro sito ufficiale e rendi anche tu la tua attività più sicura e sostenibile.


 NILS CHAIN FOOD HT 220 nasce proprio per quelle applicazioni in cui l’olio fa la differenza. Prodotto di ultima generazione, atossico certificato NSF H1, ma soprattutto efficace ed efficiente per tutte le catene sollecitate meccanicamente e termicamente. Il film umettante perfetto e persistente con una minima formazione di morchie preserva le catene da allungamenti precoci, evitando interventi manutentivi costosi, ma soprattutto garantisce la disponibilità della macchina aumentando la produttività del impianto produttivo.
NILS CHAIN FOOD HT 220 nasce proprio per quelle applicazioni in cui l’olio fa la differenza. Prodotto di ultima generazione, atossico certificato NSF H1, ma soprattutto efficace ed efficiente per tutte le catene sollecitate meccanicamente e termicamente. Il film umettante perfetto e persistente con una minima formazione di morchie preserva le catene da allungamenti precoci, evitando interventi manutentivi costosi, ma soprattutto garantisce la disponibilità della macchina aumentando la produttività del impianto produttivo.